ステンレス板金・溶接の『株式会社 丸山ステンレス工業』
お問い合わせ
STEN FLAME STORE
トップ
TOP
問題解決技術
TECHNIC
ステンレス加工技術について
ステンレス板金加工
ステンレス溶接
ウォータージェット切断加工
設備案内
EQUIPMENT
製作実績
WORKS
事業内容
COMPANY
会社案内
採用情報
ワークフロー
お問い合わせ
INQUERY
TOP
>
モノづくりBlog
>
TIG溶接
TIG溶接
一覧
2017.12.22
薄板板金溶接部品の溶接外れ・割れでお困りではありませんか?
2017.12.20
ステンレス浴槽を平板から展開・曲げ・溶接・研磨加工にて製作(動画紹介)
2013.03.21
アルミニウムTIG溶接も対応します。
2013.02.04
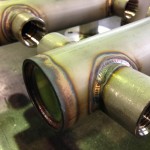
ステンレス配管部品TIG溶接状況
2009.12.02
マグネシウム合金 溶接加工サンプル
2009.12.02
チタン溶接加工サンプル
カテゴリー
問題解決技術提案
精密板金
TIG溶接
バフ研磨
ウォータージェット切断加工
厨房機器
建築金物
製作実績